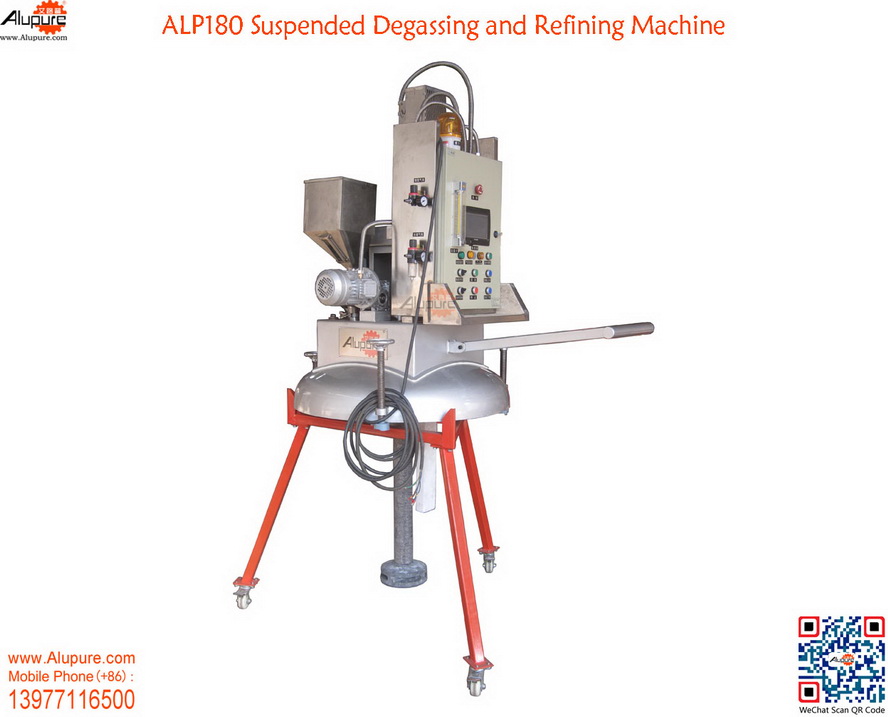

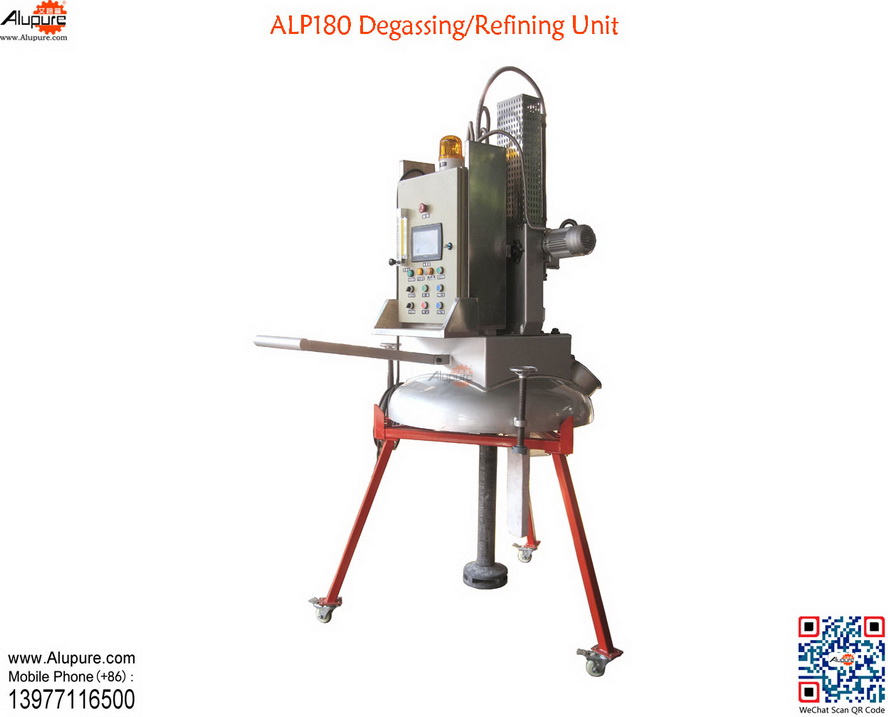
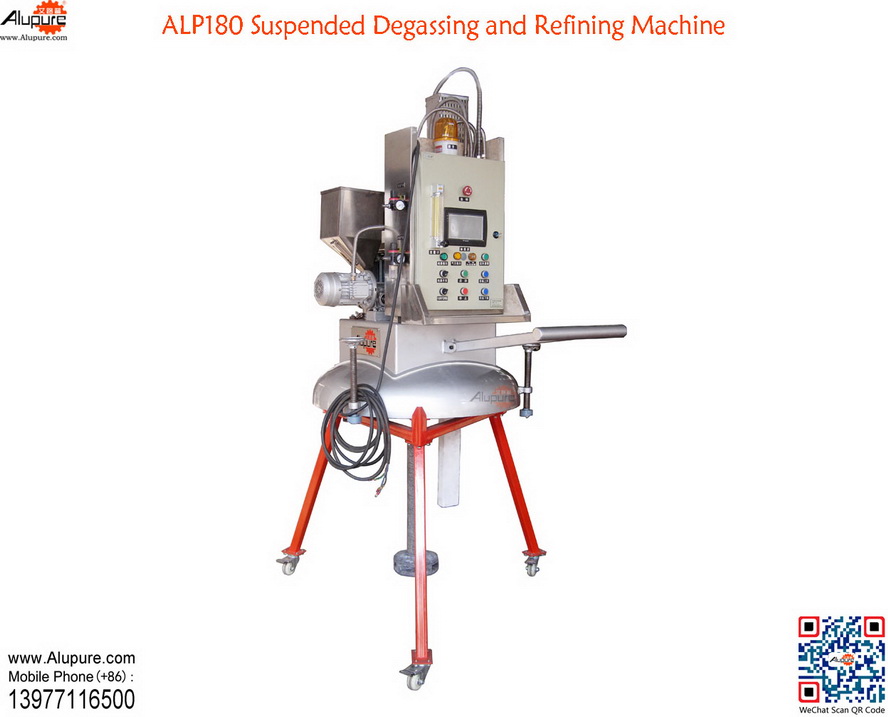
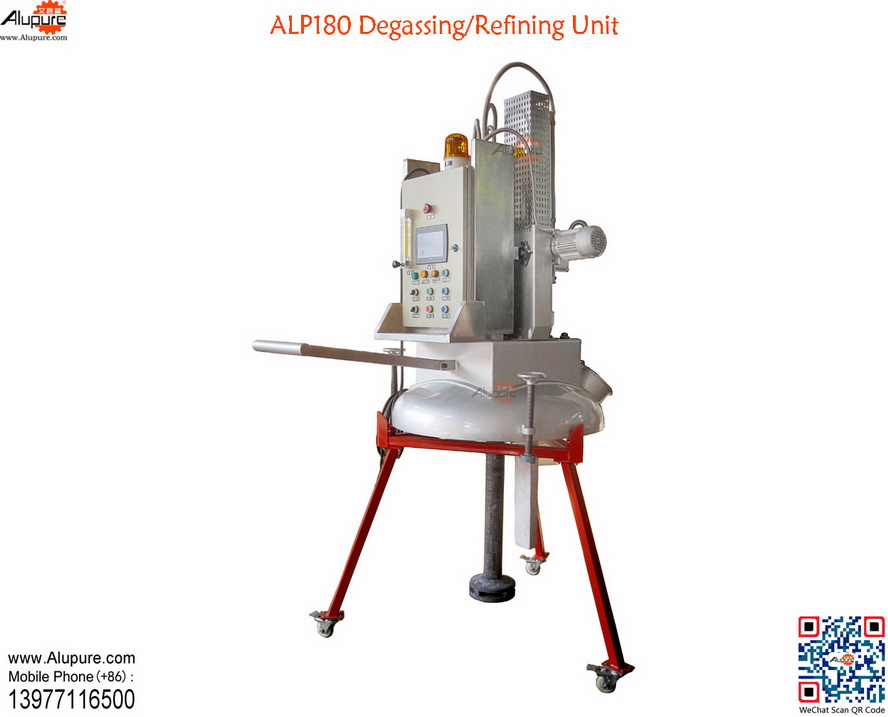
ALP180 Suspended Pot-cover Degassing & Refining Unit
ALP180 Main Application
ALP180 is a model designed specifically for melting crucible furnaces with diameters under900mm. Pot cover diameter is f900. The system integrates multiple functions such as gas injection, mixing, bubble dispersing, auto refining flux feeding and auto up & down baffles to achieve complete degassing and refining automation. The ALP180 model improves efficiency by perfecting degassing and refining effects, reducing manual labor work in refinery and greatly shortening process time. The system is designed with suspension hook or can be fork-lifted at the same time. It can be placed at any required degassing positions by crane or forklifts. Recommended degassing medium: 99.996% pure Nitrogen or Argon.
ALP180 Mechanical Parameters
1.Model Type: Direct Pot-cover or Pot-cover with adjustable legs
2.Base diameter: f900mm, suitable for furnaces or crucible furnaces under f900mm.
3.Drive Type: Frequency converter controlled motor, belt driven, rotation speed from 0~800RPM.
4.Graphite Parts: Total length800mm, rotary shaft diameter f80mm, rotor diameter f200mm.
5.Electric Baffle: Length600mm, auto lifting as process design.
6.Flux Feeder: Standalone design, stainless steel hopper capacity: 8~10kgdry refining flux.
7.Gas Circuit : Refining gas and cooling gas separated, motors, spindle and bearing could be cooled down by gas to prevent overheat..
ALP180 Electrical Parameters
1.Control Type: Button panel + PLC touch screen
2.Control Mode: Manual/Degas/Degas & Refining, switchable and One-press Auto Mode.
3.Power: 3-Phrase input 380V~50Hz, Max current10A, Total capacity under 1.5Kw.
4.Rotation Motor: 1.1Kw, Rotation speed from 0~800RPM, Touch screen setting display.
5.Baffle Motor: 0.18Kw, around 5 seconds per hoist travel.
6.Flux Feeding Motor: 0.37Kw, Max feeding at2kg/min, variable designs available on demand.
7.Refining Gas: 99.996% pure Nitrogen or Argon, Gas flow 0.25~2.5Nm3/H, adjustable
8.Refining Gas Pressure: 0.4~0.6MPa. Low pressure warning: ≤0.2MPa. Float meter max Pressure: ≤1.0MPa, pressure excess may cause damage of the meter.
9.Feeding time setting: Delayed feeding setting available for best feeding. Feeding speed and time can be set to control feeding volume, achieving best results with auto baffles.
10.Refining & Degassing Time Setting: 0~ Limitless, adjustable.
ALP180 Advantages
1.Independent feeder design, with no flux blocking concerns. Auto baffles with leading refining technologies and less human involvement achieve the best degassing effects, shorten refining time and improve refining efficiency.
2.Pot-cover structure, High Temperature resistant and no deformation. Unique base design can be applied for copper melting degassing too.
3.Pot-cover base can isolate external air from the melt inside when degassing.
4.Multiple control modes are available. Auto Mode can be achieved by one press button.
5.Various parameter settings, system can adapt to various crucible furnaces and different alloys.
6.High efficiency degassing and refining, the model saves gas and flux to achieve a more homogenized melt .
7.Degassing efficiency is around 65%, up to National Degassing Standard Level 1 tested by vacuumed gas detector.
ALP180 Degassing & Refining Principles
First, the system auto-lifts baffles to the highest position, then the shaft goes down and rotates at high speed drivingALmelt into a vortex. The feeder feeds refining flux into the vortex simultaneously. Refining flux can easily absorbed byALmelt due to vortex effects, avoiding low efficiency caused by floating flux atALmelt surface in manual feeding. After flux feeding ,baffles auto-descent to lower position to blockALmelt and prevent vortex regenerating which avoids re-suction of air. After the feeding process, the system goes into a degassing and refining state. A certain amount of inert gases go intoALmelt and are dispersed into millions of small bubbles through controllable rotary shaft or rotor, evenly into the melt. The partial pressure of the gas bubbles is zero. Hydrogen in the melt spread into the bubbles due to a high partial pressure of theALmelt, meanwhile, the nonmetallic impurity attaches to the bubbles. Waste hydrogen and nonmetallic impurity float onto the melt surface together with the inert gas bubbles. After skimming procedure, we can remove impurity, dross, hydrogen and oxide inclusions to achieveALmelt purification, rejection rate reduction and productivity improvement.



